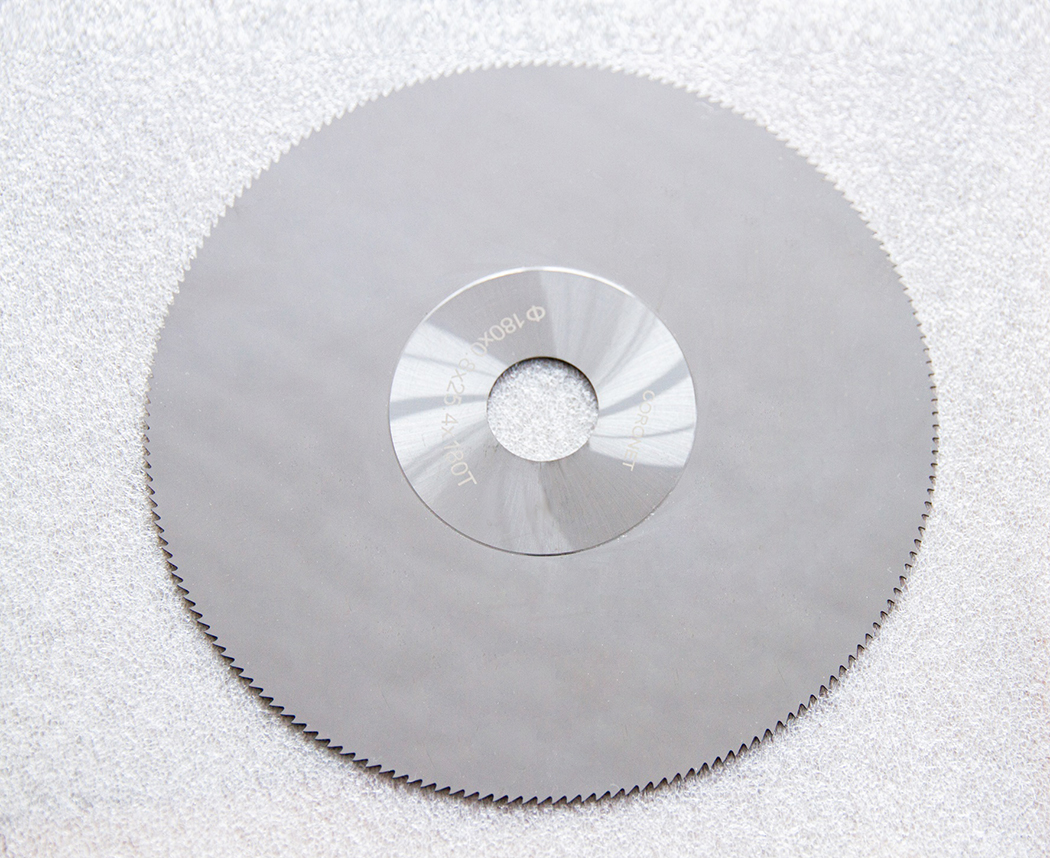
硬質合金鋸片的使用、維護及保養常識
1.硬質合金圓盤鋸片的合金頭具有鋒利且敏感的刃口,因此在鋸片的移動、安裝及拆卸過程中,必須小心保護合金頭免受損傷。信息來源:m.itartisan.cn | 發布時間:2022年09月23日
2.定期檢查機器主軸的徑向跳動(±0.02mm),以及擺幅(±0.01mm).
3.鋸片安裝前除主軸及法蘭盤上的雜物。法蘭盤表面應平整、干凈與軸相互垂直相交。
4.使用盡可能的法蘭盤能使鋸片的運轉更加平穩,法蘭盤大小要一致,法蘭盤大小為鋸片直徑1/3(薄型鋸片宜采用1/2D的法蘭盤)鋸切效果更佳(特別是薄型鋸片)。
5.鋸片在安裝平穩后應空轉30秒,在確定一切正常后再開始切削工作。
6.鋸片在安裝時法蘭盤螺母要松緊適中,過松鋸片在旋轉切削時將會打滑,過緊鋸片會有內傷或變形影響切削效果。
7.鋸片在切削前操作者帶好防護用品(防護眼鏡、防塵口罩、安全帽、防護手套)并檢查鋸機防護罩是否完好。
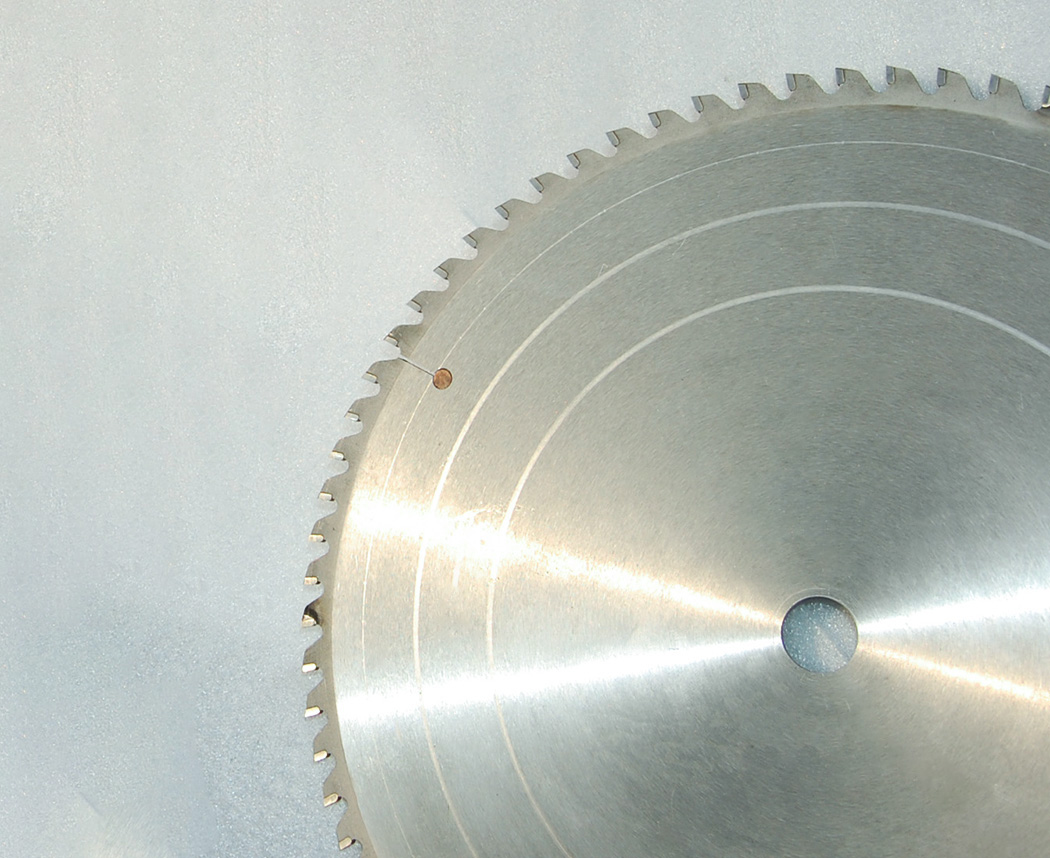
8.有下列情況時,需及時修磨
a)鋸切質量不再符合要求時b)當機床的能耗明顯增大時
c)切削材料的邊緣有明顯爆口時候d)合金刃口磨損達到0.2mm時
及時修磨是非常重要的,因為不鋒利的鋸片在工作時,鋸身會發熱,同時造成馬達負荷過大,減少鋸片的使用壽命。在應當修磨的時候繼續切削,每增加10%的切削量,會帶來額外50%的合金損傷,縮短鋸片使用壽命。
9.須經常性除聚集在鋸齒及鋸板側面的樹脂、碎屑等雜物,因為粘著物不斷累計,會增大阻力,造成高耗能(極端情況下,會造成機器馬達的燒毀)以及粗糙的切削質量。如果同時刃口較鈍,就有可能造成鋸齒的損傷。
10.清洗時應避免使用腐蝕性溶劑,鋸片長時間不使用時,應清洗刃磨,打油作防銹處理后,放在原裝的紙盒內再妥善放置
11.采用精密、穩定無震動的磨刃機,以及合適的金剛石砂輪。按照規定的操作程序來修磨合金頭,將會延長鋸片的使用壽命,請勿采用手工操作的刃磨設備。
刃磨時注意嚴格按照原規格型號的幾何設計來修磨。
所選金剛石砂輪請參照以下
a)建議使用濕式修磨(乳濁液冷卻劑)
b)建議進給速度1-2mm/秒
c)須采用D500目以上砂輪及全自動機器修磨,否則會對鋸齒造成損傷
d)在條件允許的情況下,建議前后角同時研磨。
上一條:
硬質合金模具的用途及使用注意事項
下一條:
硬質合金鋸片使用方法